


Content
- 1 Quick Reference: Fiber Compatibility Table
- 2 Why Fiber Length and Fineness Matter More Than Fiber Name
- 3 How the Needling Stage Adapts to Different Fibers
- 4 Web Forming & Needle Punching Equipment Series
- 5 Typical Applications by Fiber Type
- 6 Configuring a Line for Blended or Recycled Fiber
- 7 Choosing a Supplier for Multi-Fiber Production Lines
A web forming and needle punching line can process virtually any staple fiber that can be opened and carded into a web, including polyester (PET), polypropylene (PP), viscose, nylon, cotton, wool, jute, hemp, coir, glass fiber, bi-component low-melt fiber, and recycled or blended fibers. The determining factor is not the fiber name itself but its length, fineness, and crimp, since these three properties decide how the carding machine, cross lapper, and needle loom must be configured.
Quick Reference: Fiber Compatibility Table
Before going into machine settings, it helps to see how common fiber types line up against typical processing parameters on a web forming and needle punching line. The table below reflects standard configurations used across polyester wadding lines, geotextile lines, and felt production lines.
| Fiber Type | Typical Length | Carding Behavior | Common End Product |
| Polyester (PET) staple | 38 - 76 mm | Even, easy to card | Wadding, filter felt, geotextile |
| Polypropylene (PP) | 38 - 64 mm | Lightweight, static-prone | Carpet backing, agro-textile |
| Viscose / Rayon | 38 - 60 mm | Soft, moisture sensitive | Wipes base, hygiene felt |
| Cotton / recycled cotton | 20 - 40 mm | Requires fine opening first | Insulation felt, wadding |
| Wool | 50 - 90 mm | Elastic, needs gentle rollers | Wool felt, acoustic panel core |
| Jute / Hemp / Coir | 60 - 150 mm | Coarse, high draft needed | Erosion control blanket, mat |
| Glass / mineral fiber | 50 - 80 mm | Abrasive, hardened tooling needed | Insulation blanket |
| Bi-component / low-melt | 38 - 64 mm | Blended with carrier fiber | Self-bonded wadding, quilt filler |
Why Fiber Length and Fineness Matter More Than Fiber Name
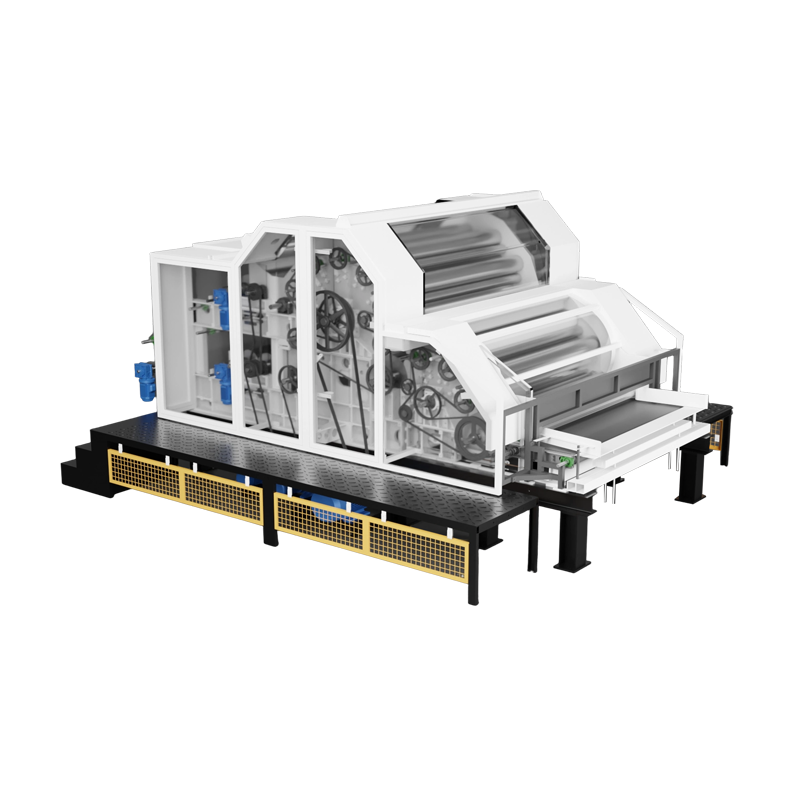
A nonwoven carding machine forms a web by combing fiber tufts between a main cylinder and a series of worker and stripper rollers. Fibers shorter than roughly 20 mm tend to fall through the card clothing rather than transfer cleanly to the doffer, while fibers longer than about 150 mm can wrap around rollers instead of releasing. This is why coarse natural fibers such as jute or coir usually pass through a larger chamber blender and a dedicated fine opener before carding, giving the tufts time to loosen without breaking the usable fiber length.
Fineness plays a similar role on the cross lapper. Finer deniers lay down a denser, more uniform batt at a given lapping speed, while coarser or crimped fibers need a slower traverse to avoid gaps in the folded layers. On a well-built line, the cross lapper apron tension and lattice speed are adjustable specifically to compensate for these differences, which is why a single production line can often switch between polyester wadding one week and a wool-blend felt the next with only a settings change.
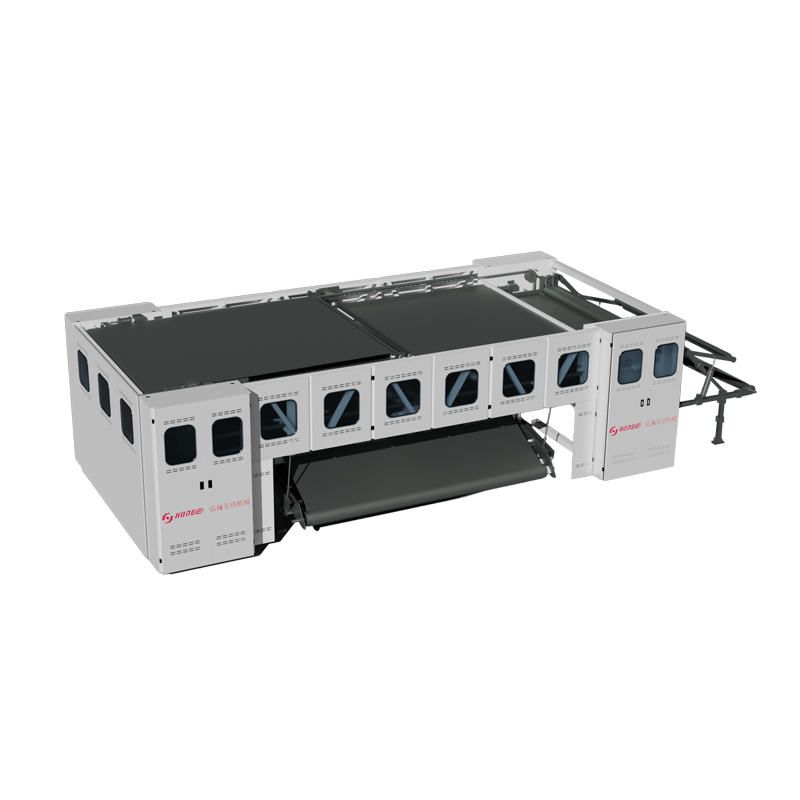
How the Needling Stage Adapts to Different Fibers
Once the web or lapped batt leaves the forming section, the needle punching machine takes over. Barbed needles repeatedly penetrate the fiber batt, catching surface fibers and drawing them through the thickness to lock the structure together mechanically, with no adhesive or heat required. Needle density, stroke frequency, and penetration depth are the three variables that get tuned to the fiber in front of the machine.
| Fiber Category | Needle Density | Stroke Frequency | Notes |
| Fine synthetics (PET, PP, viscose) | 5000 - 8000 n/m² | 800 - 1200 r/min | Standard double-board setup |
| Coarse natural fiber (jute, coir, hemp) | 3000 - 5000 n/m² | 600 - 900 r/min | Lower density avoids fiber shredding |
| Wool and wool blends | 4000 - 6000 n/m² | 700 - 1000 r/min | Shallow penetration preserves loft |
| Recycled / mixed fiber | 4000 - 7000 n/m² | 800 - 1100 r/min | Pre-needling pass recommended |
Working width on most production-scale needle looms ranges from about 2000 mm to 8500 mm, and output weight can span from very light 10 g/m² filtration media up to dense 1500 g/m² mats such as automotive underlay or heavy geotextile. A single needling stage, or a pre-needling plus main-needling pair, is chosen based on the target density and the fiber's resistance to entanglement.
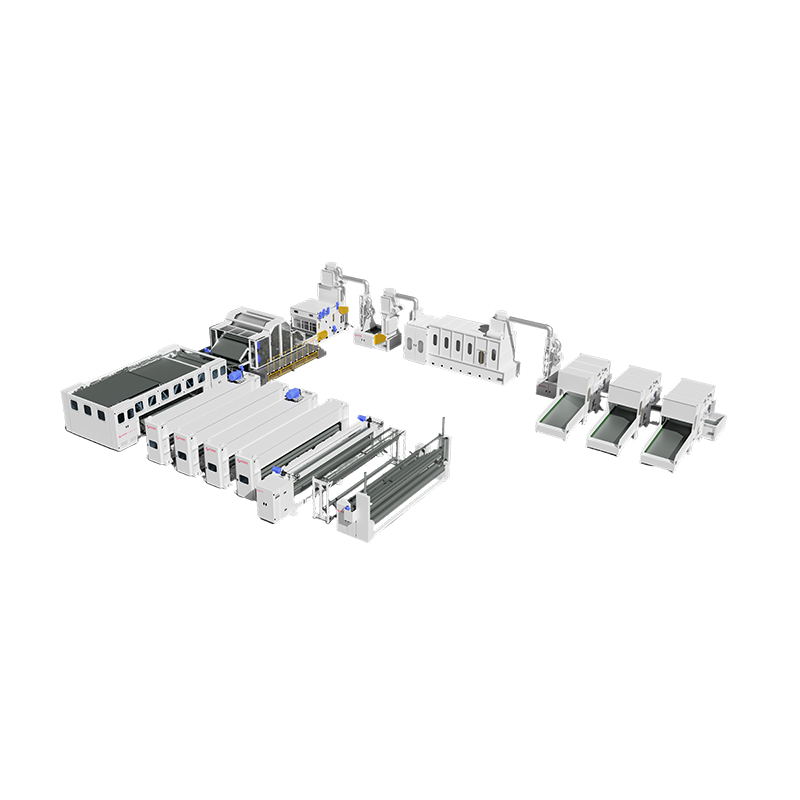
Web Forming & Needle Punching Equipment Series
The core machines below form the working chain of a complete web forming and needle punching line, from fiber web formation through mechanical bonding into finished felt.
Typical Applications by Fiber Type
Matching a fiber to its most efficient end use avoids over-engineering the line. Polyester and PP fibers dominate wadding, automotive interior padding, and filtration media because of their consistent denier and low cost. Wool and jute are chosen for felts and erosion-control blankets where biodegradability or natural texture is required. Cotton and viscose suit hygiene-facing layers and wipes substrates where softness matters, while glass and mineral fibers go into thermal or acoustic insulation blankets where flame resistance is the priority. Bi-component low-melt fiber is normally blended at 10 to 30 percent into a carrier fiber so the batt can also be heat-set after needling for extra dimensional stability.
Configuring a Line for Blended or Recycled Fiber
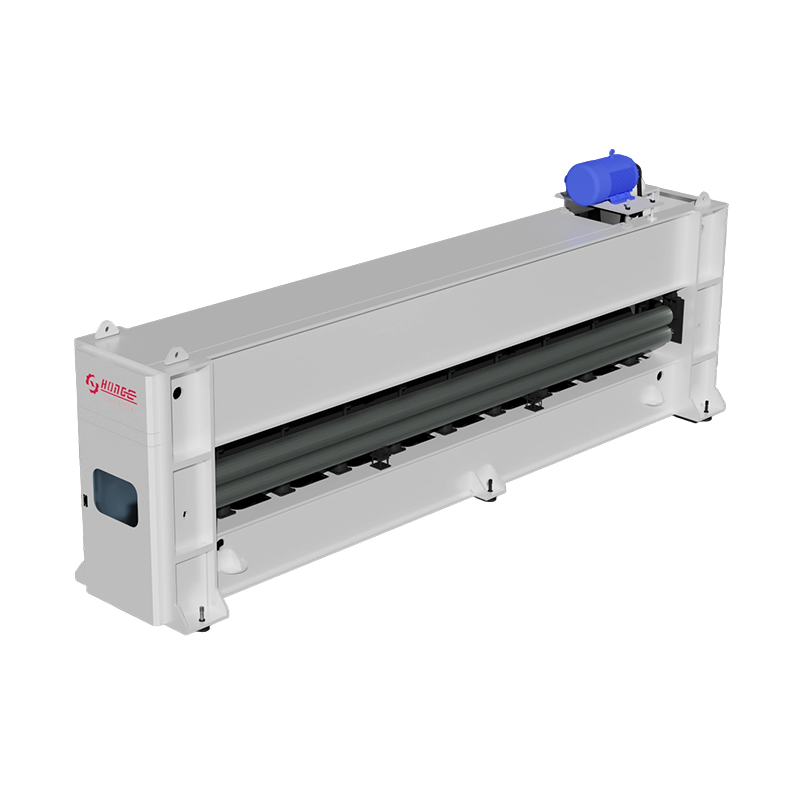
Many customers do not run a single pure fiber but a blend, such as recycled polyester mixed with virgin PP, or wool combined with polyester for strength. For these cases, the fiber opening and blending stage becomes the most important checkpoint. A bale opener followed by a pre opener and fine opener breaks down compressed bales without over-cutting the fiber, and a big chamber blender mixes multiple fiber streams into a uniform ratio before they ever reach the carding machine. An auto leveler on the carding line then corrects any weight variation caused by uneven blend ratios, which keeps the final needled fabric within a tighter gsm tolerance.
Because blend ratios and target weights differ from customer to customer, most orders are supplied as a customized nonwoven machine solution rather than a fixed catalog configuration. Working width, needle board layout, and lapping speed are adjusted at the quotation stage once the fiber type and target output are known.
Choosing a Supplier for Multi-Fiber Production Lines
Since fiber compatibility depends on how well the carding, lapping, and needling stages are matched to each other, it is worth sourcing the full chain from a single nonwoven machinery factory rather than combining machines from unrelated vendors. A CE certified nonwoven machinery builder with in-house experience across carding, cross lapping, and needle punching can size the needle density, stroke, and working width correctly the first time, which reduces trial-and-error during commissioning. This single-source approach is also why complete needle punching felt production lines and thermal bonded wadding production lines are usually quoted and installed as one coordinated system rather than piecemeal equipment.










