


Content
- 1 Fabric Categories A Nonwoven Production Line Can Turn Out
- 2 Product Series For Nonwoven Fabric Production
- 3 Why The Bonding Method Decides Fabric Performance
- 4 Fiber Types Each Line Configuration Accepts
- 5 Matching A Production Line To Your End Product
- 6 Keeping Fabric Quality Consistent Over Time
- 7 Frequently Asked Questions
A nonwoven production line can produce needle punched felt, thermal bonded wadding, and airlaid felt fabrics, along with derivative structures such as geotextiles, automotive interior felts, filtration media, wool or jute felt, synthetic leather substrates, and cleaning cloth base fabric. The exact output depends on which bonding module the line is configured with - mechanical needling, hot-air thermal bonding, or air-laid web forming - since each module locks in a different fiber structure, thickness range, and end-use performance profile.
Fabric Categories A Nonwoven Production Line Can Turn Out
A complete nonwoven production line strings together fiber opening and blending equipment, a carding machine, a cross lapper machine, and a bonding stage. Swapping the bonding stage is what changes the fabric family. Below is a breakdown of the three main outputs a buyer typically asks a nonwoven machine manufacturer to configure a line for.
| Fabric Output | Bonding Stage Used | Typical End Products |
| Needle Punched Felt | Needle punching machine, mechanical interlocking | Geotextile, carpet backing, automotive felt, filter media |
| Thermal Bonded Wadding | Nonwoven fabric oven, hot air circulation | Mattress wadding, garment filling, upholstery padding |
| Airlaid Felt | Air-laid web forming, needle or chemical fixing | Sound insulation pads, furniture cushioning, waste felt |
| Fine Cleaning Cloth | Light needle punching, calendering | Industrial wiping cloth, polishing cloth |
Because the fiber opening and blending equipment, feeding stage, and carding machine are shared across all three routes, a nonwoven machinery factory can often build one line that switches between fabric types simply by exchanging the downstream module - a detail worth raising early when requesting a customized nonwoven machine solution.
Product Series For Nonwoven Fabric Production
The five machines below cover the fiber feeding, carding, and complete-line stages most often paired together to build a functioning nonwoven fabric production line.
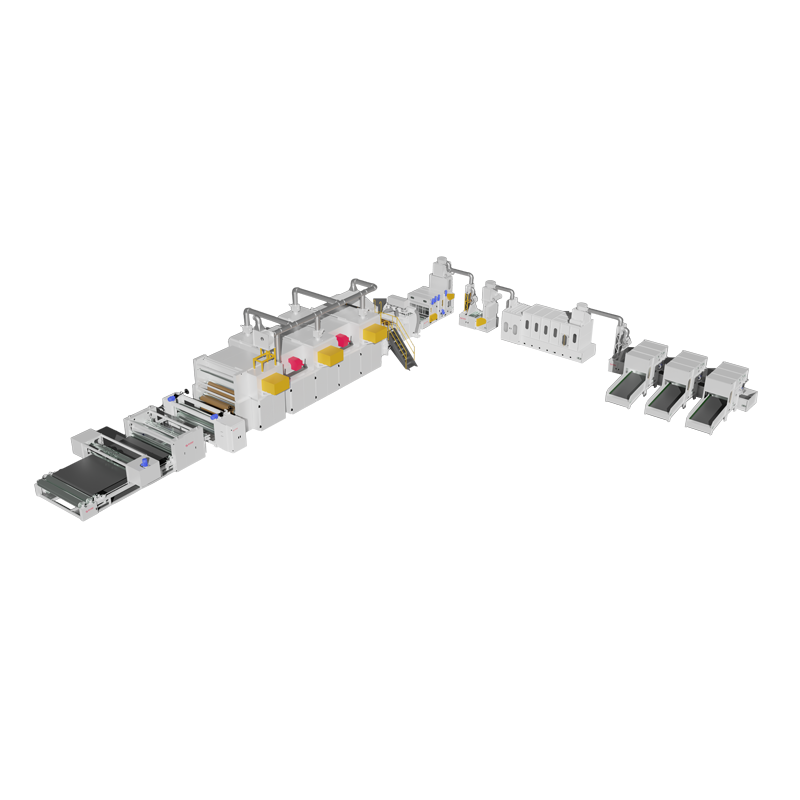 HYL Airlaid Waste Felt Production Line Airlaid Production Line
HYL Airlaid Waste Felt Production Line Airlaid Production Line 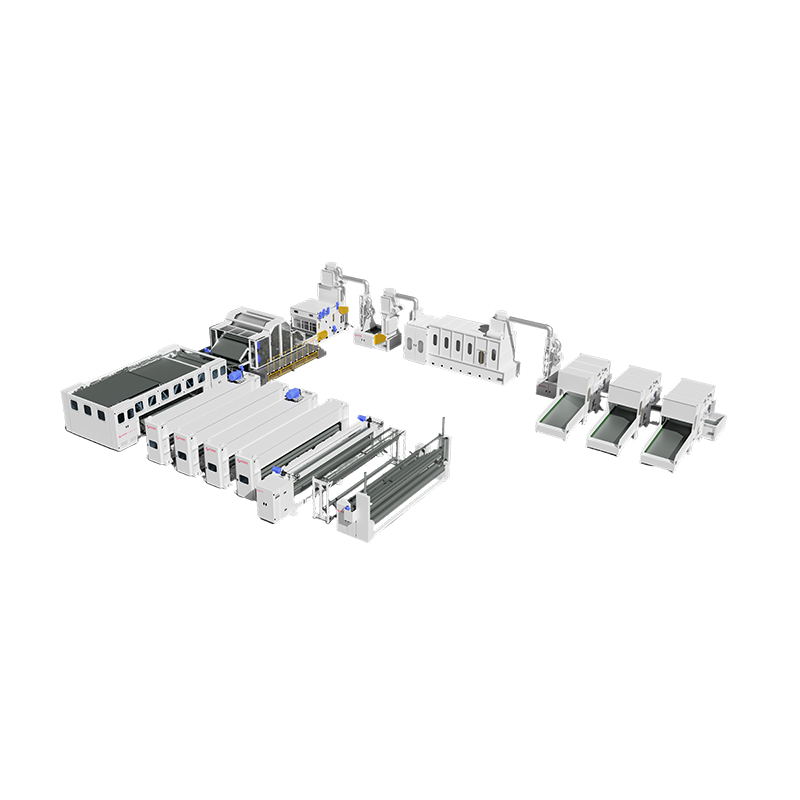 HYL Needle Punching Felt Production Line Needle Punching Felt Production Line
HYL Needle Punching Felt Production Line Needle Punching Felt Production Line 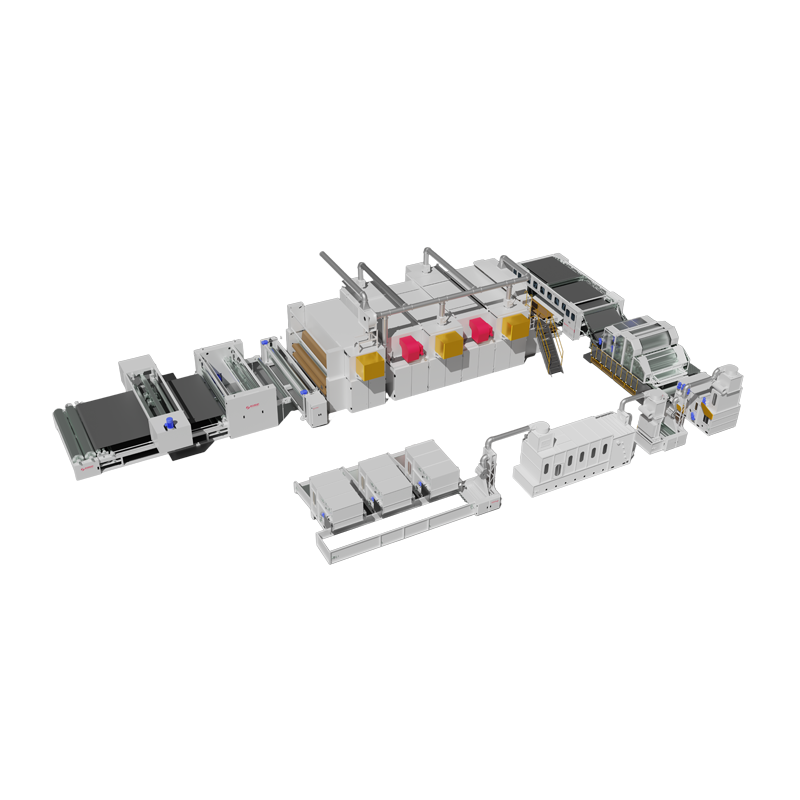 HYL Thermal Bonded Wadding Production Line Thermal Bonded Wadding Line
HYL Thermal Bonded Wadding Production Line Thermal Bonded Wadding Line 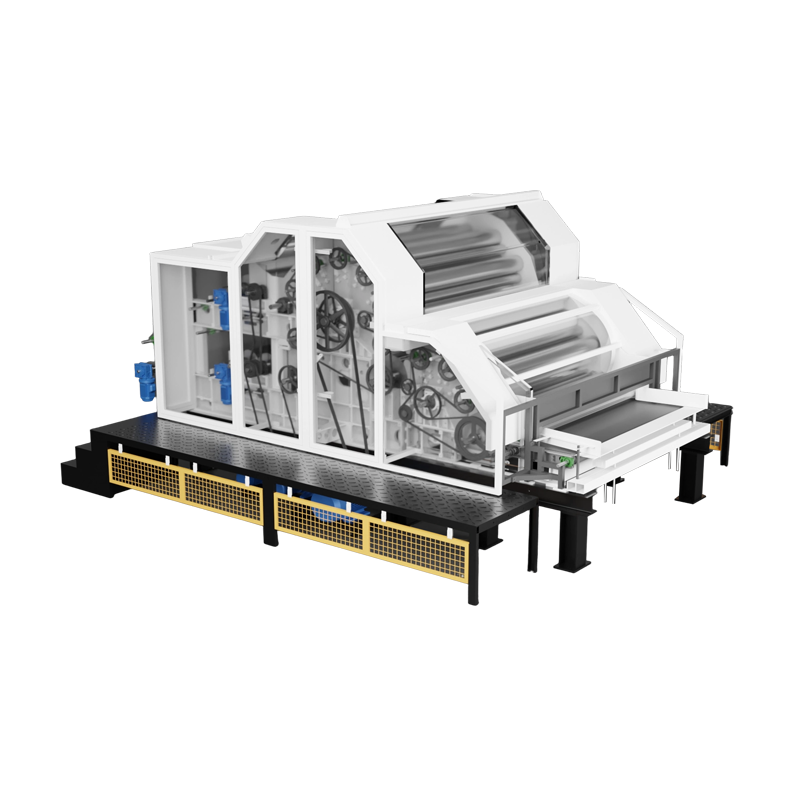 HYSL Carding Machine Feeding & Carding Equipment
HYSL Carding Machine Feeding & Carding Equipment  HYQY Pneumatic Feeder Nonwoven Pneumatic Feeder
HYQY Pneumatic Feeder Nonwoven Pneumatic Feeder Why The Bonding Method Decides Fabric Performance
The carding machine and cross lapper machine only prepare and layer the fiber web - they do not decide how the final sheet behaves. That decision happens at the bonding stage.
Needle Punching Route
A needle punching machine drives thousands of barbed needles through the layered web, mechanically locking fibers together without any glue or heat. This produces a dense, high-strength sheet with strong puncture resistance, which is why needle punched geotextile, automotive trunk liners, and filter cloth all come from this route. HONGYI's needle looms use balanced crank transmissions to hold vibration down even at high stroke rates, which keeps needle boards accurate over long production runs.
Thermal Bonding Route
Here the web passes through a nonwoven fabric oven where low-melt fibers soften and fuse to carrier fibers, then a nonwoven fabric ironing machine can be added for surface finishing. The result is a lofty, soft-hand fabric used for wadding, quilting, and glue-free filling, since no chemical binder is involved.
Airlaid Route
Instead of mechanical carding alone, fibers are suspended in airflow and drawn onto a forming belt by vacuum, giving a randomized, isotropic structure. An airlay winding and cutting machine finishes the roll. This route suits high-loft, low-density felt such as furniture padding and recycled waste felt, and it is the reason an airlaid felt machine is often specified as a standalone module rather than bolted onto a needle punching line.
Fiber Types Each Line Configuration Accepts
Fiber opening and blending equipment - including a bale opener machine, pre opener machine, fine opener machine, and a nonwoven big chamber blender machine - sits ahead of every configuration listed above. The fiber types a given line can process typically include:
- Polyester (PET) staple fiber for filtration, wadding, and geotextile fabric
- Polypropylene (PP) staple fiber for lightweight cleaning cloth and hygiene substrates
- Viscose and cotton fiber for soft-hand wadding and wipes
- Wool and jute fiber for wool felt or jute felt production
- Recycled or waste fiber for airlaid waste felt lines
A vibrating feeder or pneumatic feeder then meters the opened fiber into the carding machine at a controlled rate, and an auto leveler on the carding stage keeps web weight consistent across the working width - a detail that matters most on wide geotextile or wadding lines.
Matching A Production Line To Your End Product
Choosing between a needle punching felt production line, an airlaid waste felt production line, and a thermal bonded wadding machine setup usually comes down to three questions.
| Question | What It Points To |
| Does the fabric need high tensile or puncture strength? | Needle punching felt production line |
| Does the fabric need to be soft, lofty, and chemical-free? | Thermal bonded wadding production line |
| Is the raw material recycled or waste fiber? | Airlaid waste felt production line |
| Does the width need to exceed 4 meters? | Wide-width geotextile configuration |
Working width on these lines commonly runs from 1.5 meters up to over 6 meters, so a nonwoven equipment supplier that offers a customized nonwoven machine solution can size the line to match narrow cleaning cloth output or wide-width geotextile output from the same basic layout.
Keeping Fabric Quality Consistent Over Time
Whichever fabric type a line is set up for, output quality drifts if a few maintenance points are ignored:
- Clear fiber fly from carding wires and needle boards daily using compressed air to prevent web defects
- Lubricate the needle punching machine's transmission case on schedule to avoid thermal wear
- Track needle wear on needle punched lines, since dull needles reduce tensile strength and roughen the surface
- Recalibrate oven temperature sensors on thermal bonding lines quarterly to stop uneven bonding or soft spots
- Check the edge trim opener and batt feeder regularly so trim waste is fed back without contaminating fresh fiber
Frequency inverter control on line motors and heat recovery on the oven both help keep energy draw down while these fabric types are produced, which is a common request when buyers compare CE certified nonwoven machinery from different suppliers.
Frequently Asked Questions
Can one production line switch between fabric types? Yes, when the fiber opening, feeding, and carding sections are shared, only the bonding module - needle loom, oven, or airlay former - needs to be swapped or added.
What fiber blend ratios are typical? Blends usually mix a load-bearing fiber such as PET with a low-melt bonding fiber, with the ratio set according to target GSM and the fabric's intended strength or softness.
Does line width limit fabric type? Not directly, but wider lines are generally built for geotextile and wadding output, while narrower lines suit cleaning cloth and specialty felt runs.










